
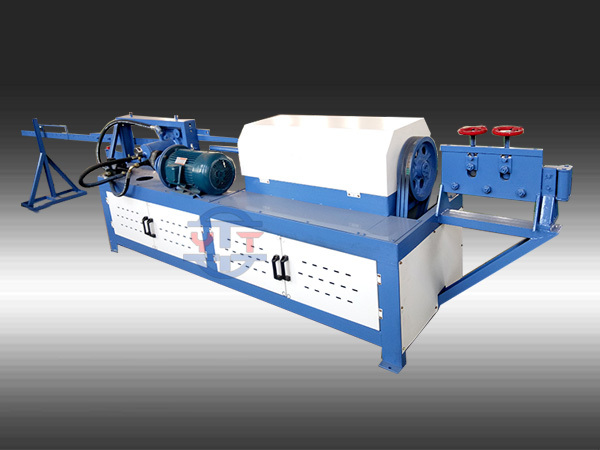
全自動數控鋼筋調直機
發布時間:
2018-12-09
鋼筋調直切斷機的工作原理在微電腦控制器上輸入剪切鋼筋數量,根據鋼筋的剪切長度設定好長度控制觸片在脫料槽板上的安裝位置,由電動機帶動內設有調直小輪的調直框作高速旋轉,高速旋轉的調直框內的調直小輪成螺旋狀擠壓卷曲的鋼筋,使鋼筋被壓直并不斷向前拉伸,實現鋼筋調直。同時,當被調直的鋼筋被拉伸到設定的長度時,碰觸到預先設定長度距離的長度控制觸片,通過電磁鐵拉動控制鋼筋自動切斷機構和自動脫料機構,實現鋼筋同步

那么這類鋼筋加工設備具體的特點體現在哪些方面,首先值得關注的就是機器的平衡性,它是因為調直裝置與送線切斷裝置各自電機傳動,互不干涉,因此設備前后兩組送線機構能夠保證送線平穩。這類切斷機還可以自由的選取鑄鐵、合金、塑料為調直塊,因此適合于鍍鋅線、粉抽線、水抽線及不銹鋼線的切斷工藝,能比較理想的保證線表面無傷痕。
鋼筋穿過導料輥后,先進入水平矯直裝置,而后進入垂直矯直裝置,進行預矯直處理,然后通過旋轉矯直,達到*終的矯直效果。在水平和垂直矯直裝置中,采用一側矯正輥單獨可調的輥式矯直方式,因矯正輥軸線與鋼筋中心線垂直,故輥子與鋼筋間為純滾動。在旋轉矯直部分,采用一個2-1-1(3/3)輥系與兩個1-1(2/2)輥系綜合配置,3個輥系的作用面交60度;交叉布置在轉轂內,傾斜布置的矯直輥與鋼筋保持相適應的角度,在每個作用面內均構成4個低頻彎曲單元,每個矯直輥的偏心量可通過調整螺釘單獨調整。矯直過程中,斜輥隨轉轂高速公轉的同時,斜輥繞本身軸線自轉,鋼筋從矯直輥所形成的孔型中通過(鋼筋被拉動而不轉動),在前進過程中鋼筋各斷面受到多次彈塑性彎曲,*終消除各方向的彎曲,得到全周性的矯直效果。

自動調直切斷機的性能優點:
◆ 控制智能化:本機采用可編程序控制器(PLC)進行控制,操作、調整簡單可靠。
◆ 定尺精度高:定尺精度高,切斷后鋼筋的定尺長度誤差≤±1mm。
◆ 矯切范圍廣:矯切鋼筋直徑范圍已從5mm至14mm。用戶可以根據自己的不同需要而進行選擇。
◆ 矯切效率高:*矯切速度為136米/分,是目前國產同類機器的3—4倍。
◆ 壽命長:調直系統采用雙曲線斜輥設計,配置合金調直輪,減少磨損。矯直后線材基本無劃傷,強度損失小,使用壽命更長。
◆ 新品研發:開發并完善了自動定尺系列,實現不同尺寸無縫切換,特別適合多尺寸小批量鋼筋加工,如房建工程、鋼筋焊接網等。
自動調直切斷機好不好用
鋼筋調直切斷機的工作原理在微電腦控制器上輸入剪切鋼筋數量,根據鋼筋的剪切長度設定好長度控制觸片在脫料槽板上的安裝位置,由電動機帶動內設有調直小輪的調直框作高速旋轉,高速旋轉的調直框內的調直小輪成螺旋狀擠壓卷曲的鋼筋,使鋼筋被壓直并不斷向前拉伸,實現鋼筋調直。同時,當被調直的鋼筋被拉伸到設定的長度時,碰觸到預先設定長度距離的長度控制觸片,通過電磁鐵拉動控制鋼筋自動切斷機構和自動脫料機構,實現鋼筋同步自動切斷和脫料。
上料時,轉動一偏心手柄,使上壓輥抬起,將鋼筋穿過上壓輥與下壓輥(被動壓輥)之間的V型槽,然后反向轉動偏心手柄,使上壓輥放下,上下兩壓輥呈夾持鋼筋狀態。料壓在兩壓輥之間,被調整鋼筋力量的大小取決于壓輥之間的夾持力。與上壓輥機械相連的連桿上有一彈簧與之相連,該彈簧對上壓輥實施加壓,壓輥的牽引力與壓力成正比,故對不同直徑與材質的鋼筋應選擇不同的彈簧壓力,從而較好地握持并牽引鋼筋。同時,為防止在剪切時的連切現象,在鋼筋被頂停下時,鋼筋與壓輥間應能出現明顯的打滑。因此彈簧壓力的調整是調直機能否正常工作的關鍵。
調直軸采用45#鋼一體成型,美觀耐用,不變形、不斷裂。并經過高精度的車、銑等機加工工序,確保了此調直軸的平衡性、同心度;壓線輪采用優級模具鋼材,同時進行高精度車、銑、磨、線切割,同時進行高溫真空熱處理,保障了產品的平衡性、同心度,且加強了壓線輪耐磨及強度,從而增強了此壓線輪的壽命。
關鍵詞:
鋼筋調直機
相關新聞
2018-10-13
2018-10-13
2018-10-25
2018-10-25
2018-10-25

電話:03197586866
傳真:0319-7586856、7584699
手機:18632098616(張經理)
郵件:xtyutong@126.com
地址:河北省邢臺市東邢灣鎮工業開發區
阿里巴巴店鋪: https://xtyutong.1688.com